MODELAシリーズ MDX-50とは?
主に製造業の開発・設計部門での試作品製作や生産現場での治具製作、工業高校や理工系大学での教育・研究用途で活用されています。ケミカルウッドなどの樹脂をはじめとする、さまざまな材料の加工に対応する機種を取りそろえ、コンパクトサイズながら、高速で、精度の高い加工を実現できる点に特長があります。自社開発のCAMソフトウェアや加工をサポートするソフトウェアを標準付属しており、材料の切り出しや彫刻などの2次元加工から、3D CADデータを利用した本格的な3次元加工まで、用途に応じた加工をサポートします。



手軽に3D加工をはじめられる卓上切削加工機
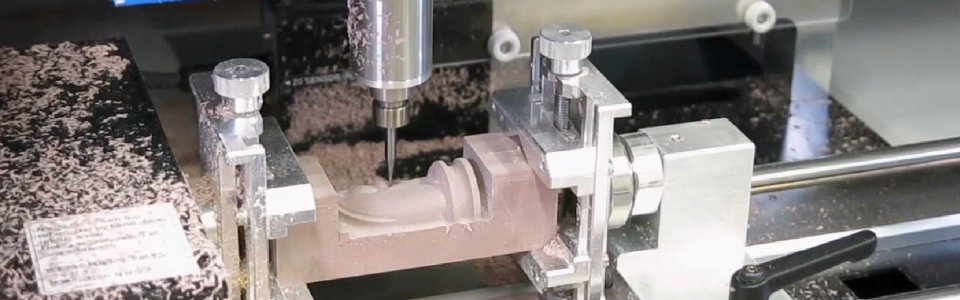
MDX-50は3D加工向けの卓上切削加工機です。様々な樹脂素材に対して精度が求められる加工が可能なため、組付けや機構確認、最終製品と同じ条件での試験・評価といった試作のほか、治具の作成や成形品への追加工など幅広い用途で活用できます。初心者にとって課題となるプログラム作成や機械操作の難しさを解消し手軽に運用が可能です。
シンプルな加工設定と本体操作で誰でも簡単に運用
必要な設定項目が順に表示される対話式CAMが付属しているため、設定に迷うことなく簡単に3Dデータから加工プログラムを作成可能です。また、機械本体は直感的に扱える内蔵パネルもしくは専用ソフト(パソコン)から簡単に操作できるため、加工準備(段取り)をスムーズに行えます。加工初心者もすぐに習得して運用できます。
※NCコードに対応しているため他のCAD/CAMで作成したプログラムも利用できます。
3D加工を可能にする充実機能
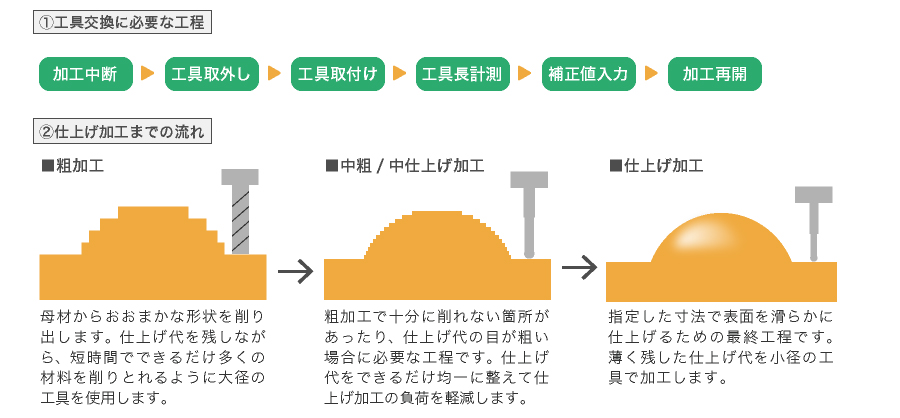
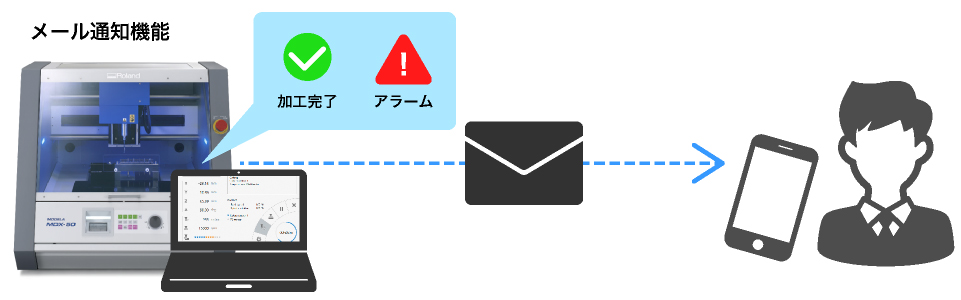
3D加工では加工の段階や形状に応じて複数の工具を使い分けて加工することが必要です※。そのため、加工の途中で工具を交換する作業が必要となります。また、一方向からでは加工が完了しない形状ではワークの反転作業が発生します。これら3D加工に求められる工程に不可欠な機能や、効率化を支援するオプションが用意されています。また、長時間の加工中も効率的に他の業務にあたれるよう、離れた場所でも加工状況を把握できるメール通知機能も搭載しています。
※3D加工では、無垢の素材から大まかに形状を削り出す“粗加工(粗取り)”や細部や表面を仕上げていく“仕上げ加工”など複数の工程を経て完成に至るため、それぞれの段階に応じて工具の種類やサイズを変えながら加工する必要があります。
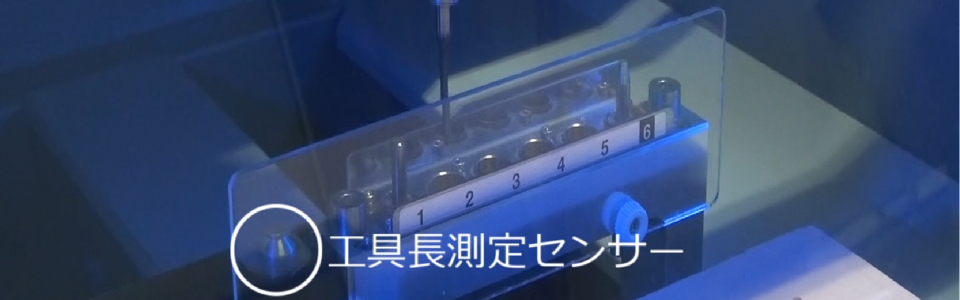
ATCで工具交換が自動で完了
工具交換に不可欠なATC(自動工具交換装置)を標準搭載。最大6本の工具を使い分けて加工することができます。時間を費やし加工ミスの原因にもなる煩雑な手動の作業は不要で、加工終了まで自動で完了させられます。
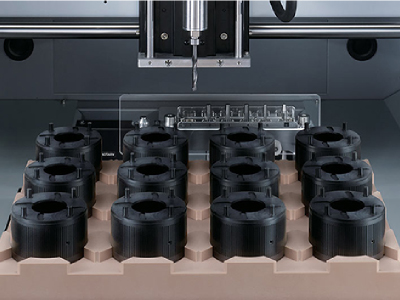
回転軸ユニットで多面加工を効率化
オプションの回転軸ユニットを利用すれば、ワークを自動で回転させて加工できます。円筒形状の加工や両面加工で必要となるワークの反転作業を削減して加工を効率化できます。
様々な場所で運用できるコンパクト・安全設計
設置スペースや安全性などを考慮した本体設計により
様々な場所で運用が可能です。
01コンパクトな本体に広い加工範囲
01
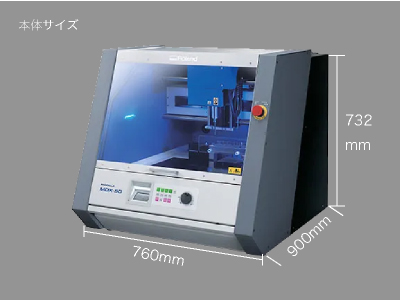
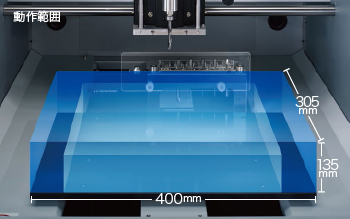
卓上に設置可能な本体サイズでパソコン以外の接続機器も不要(加工データ転送後は取り外しも可能)なため、省スペースに運用できます。100V電源で稼働するため電気工事なども不要です。コンパクトながら400(X)×305(Y)×135(Z)mmと広い加工範囲を備えています。

02フルカバー仕様で安全・クリーンに運用
02
フルカバー構造を採用し、加工中にカバーを開けると加工を中断するインターロック機能も搭載しているため安全にご利用いただけます。また、加工時の切粉は機外に飛散しないため設置場所をクリーンに保ったまま加工が可能です。機内の切粉は内蔵のダストボックスを利用して効率的に清掃できます。
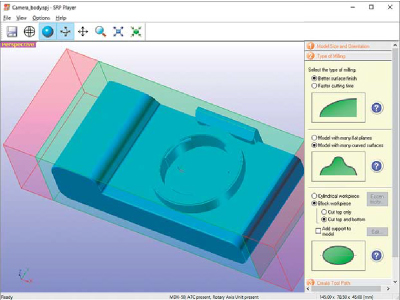
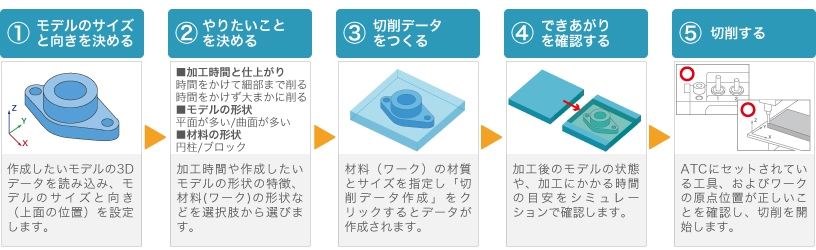
簡単5ステップの加工設定で加工プログラムを作成
付属のCAMソフト「SRP player」なら初心者でも簡単にプログラムを作成できます。ソフトの指示に従い5ステップの設定項目を入力・選択していくだけで加工プログラムが完成させられます。また、各ステップの設定が完了しないと次のステップに進めないようになっているため設定漏れなども防止できます。
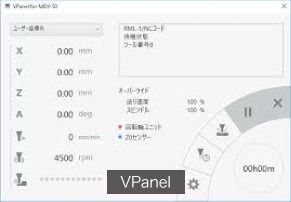
機械・パソコンから簡単操作 マシン前面に配置された「ビルトインパネル」では、機械のステータスが表示される液晶画面とシンプルなインターフェイスで本体操作が可能です。機内の状況を確認しながら効率的に段取り作業を実施できます。加工途中でもスピンドルの回転数や切削速度(オーバーライド機能)などの加工条件の調整が可能です。また、本体操作ソフト「VPanel」は、本体操作と加工データの転送に加えて、加工の進捗やツールの使用時間・交換時期を確認できる機能も備えています。「ビルトインパネル」同様に直感的に扱えるインターフェイスです。 ATCで加工に合わせた工具の使い分けを手間なく実現 多くの工程(下図①)が必要な工具交換作業を完全に自動化。工具交換の手間を考えずに、粗取りから仕上げ(下図②)まで様々な種類やサイズの工具を使い分けて加工が可能です。工具長測定や補正値登録もマシンが行うため手動で起こり得るミスの心配はありません。また、使用工具の返却時にも工具長を測定。折損していた場合は加工を中断してトラブルの拡大を防止します。初めてでも安心

01回転軸ユニットで簡単に多面加工 01 多面加工で必要となるワーク反転作業を自動化。ワーク反転時の固定やZ原点の設定などの段取り作業を削減し、初心者も安心して多面加工を行えます。回転をしながら加工を続ける「円筒加工」と回転後はワークを固定して加工を開始する「割り出し加工」に対応しています。回転角度は0°から360°まで自由に設定することができます。 02加工状況をすぐに把握 02 加工完了やアラームの発生などの加工状況をお知らせするメール通知機能により、離れた場所でも状況を把握して次の準備やトラブル時への対処を迅速に行えます。加工中は安心して別の業務に専念できます。
また、ワークの状況や稼働状況を把握できるよう機内を照らすLEDステータスライトを搭載。機械の状態に応じて色が変化するため、待機中やアラーム発生など遠くから見てもマシンの状態がわかります。
MDX-50スペック表
| MDX-50 | |
|---|---|
| 加工可能な材質 | ケミカルウッド、モデリングワックスなどの樹脂 |
| 動作範囲 | 400(X)×305(Y)×135(Z)mm |
| 取り付け可能なワークサイズ | 400(X)×305(Y)×100(Z)mm |
| 軸駆動方式 | ステッピングモーター |
| 動作速度 | XY:7~3,600mm/min Z:7~3,000mm/min |
| ソフトウェア分解能 | 0.001mm/Step(RML-1)0.001mm/Step(NCコード) |
| 機械的分解能 | 0.01mm/Step(ハーフステップ) |
| スピンドルモーター | ブラシレスDCモーター |
| スピンドル回転数 | 4,500~15,000rpm |
| ツール収容数 | 6本(ただし1本は検出ピンの兼用) |
| 取り付け可能ツール | シャンク径:6mm、刃先径:6mm以下、長さ:30~90mm※1 |
| インターフェース | USB |
| 制御コマンド | RML-1、NCコード |
| 電源条件 | AC100±10%、50/60Hz(過電圧カテゴリ:区分Ⅱ、IEC60664-1) 1.2A |
| 消費電力 | 約95W |
| 動作音 | 動作時:60dB(A)以下(未切削時)待機時:45dB(A)以下 |
| 外形寸法 | 760(幅)×900(奥行)×732(高さ)mm |
| 重量 | 122kg |
| 設置環境 | 屋内使用、高度:2000m以下 温度:5~40℃ 湿度:35~80%(ただし結露のないこと) 環境汚染度:2(IEC60664-1による 短期短時間過電圧:1440V 長期短時間過電圧:490V |
| 付属品 | 電源コード、電源プラグアダプター、USBケーブル、マニュアル、ソフトウェアCD-ROM、検出ピン、 六角ドライバー、六角レンチ、スパナ、ツールホルダー※2、ツール位置決め治具、Z0センサーほか |
推奨システム要求 OS Windows® 10/8.1/7(32/64ビット版)いずれかのプレインストールモデル またはWindows® 7 以降のプレインストールモデルをアップグレードしたコンピューター USBケーブル 付属のUSBケーブルをお使いください 回転軸ユニット ZCL-50(オプション) 加工可能な材質 ケミカルウッド、モデリングワックスなどの樹脂(金属は対象外) 動作範囲 回転軸使用時 X、Y、Z:363(機械座標で37~400まで)×305×125mm A:±2146680度(約±5963回転) 取り付け可能なワーク 回転中心から半径60×長さ380mmの範囲内に収まるもの ロータリーセンターバイスで固定できるワークサイズ 厚さ:10~65mm、または直径:20~68mm 動作速度 A:最大15rpm 機械的分解能 0.0225°/Step(ハーフステップ) 外形寸法 578(幅)×190(奥行)×128(高さ)mm 重量 7kg 付属品 検出バー、キャップスクリュー、ユーザーズマニュアルほか
フォームが表示されるまでしばらくお待ち下さい。 恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。カタログ
お問い合わせ