


この3Dプリンタは美しい…。表現力の進化は止まらない
高速・品質・信頼性を兼ね備えた3Dプリンタ
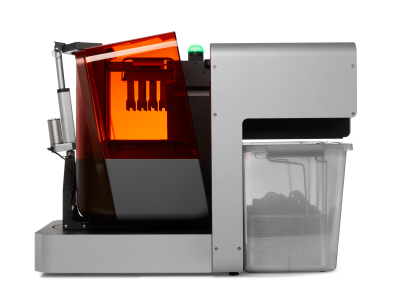
Form3+/Form3L は、世界最多の販売実績を誇るFormlabs社から登場した、デスクトップサイズのSLA光造形方式3Dプリンタです。
プリントエリア全体を均一に照射できるレーザシステムや、モデルへの負荷を抑えるレジンタンクなど、高品質プリントを実現する様々な技術が採用されています。
モデル品質の向上は、後処理に必要な時間を大きく削減することに繋がり、より多くの時間を創作活動に充てることができます。
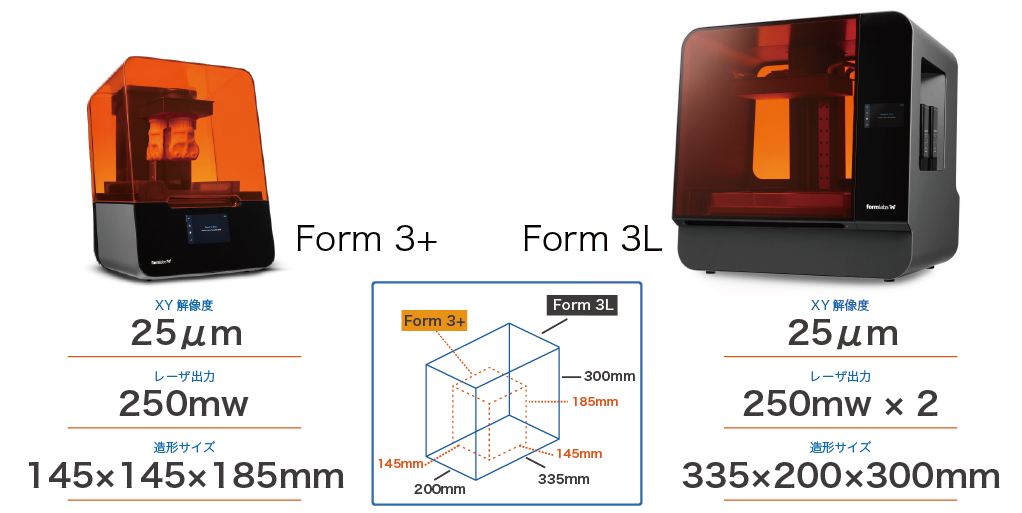
ローコストで導入できる『Form 3+』と、大型造形に対応した『Form 3L』
Form3シリーズ:積層ピッチ25~300μm、XY解像度25μm
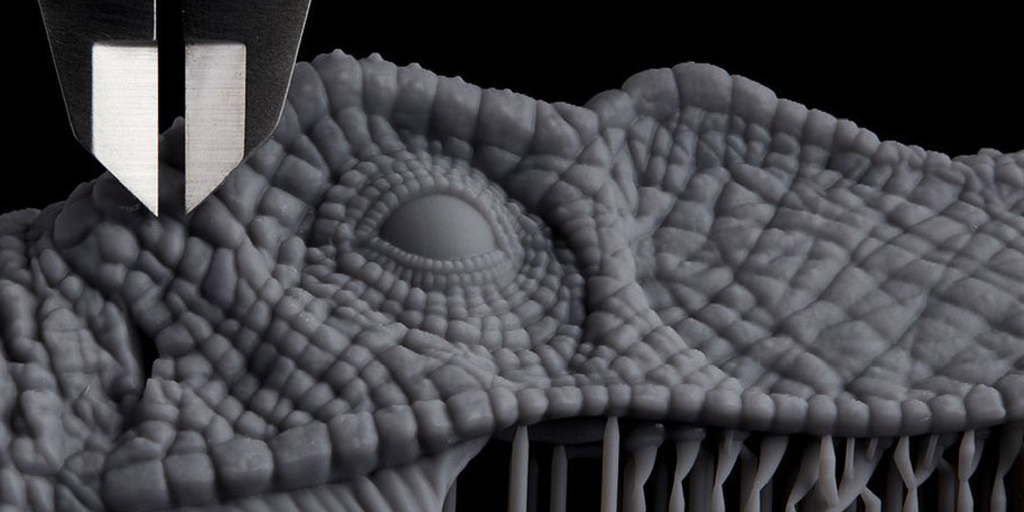
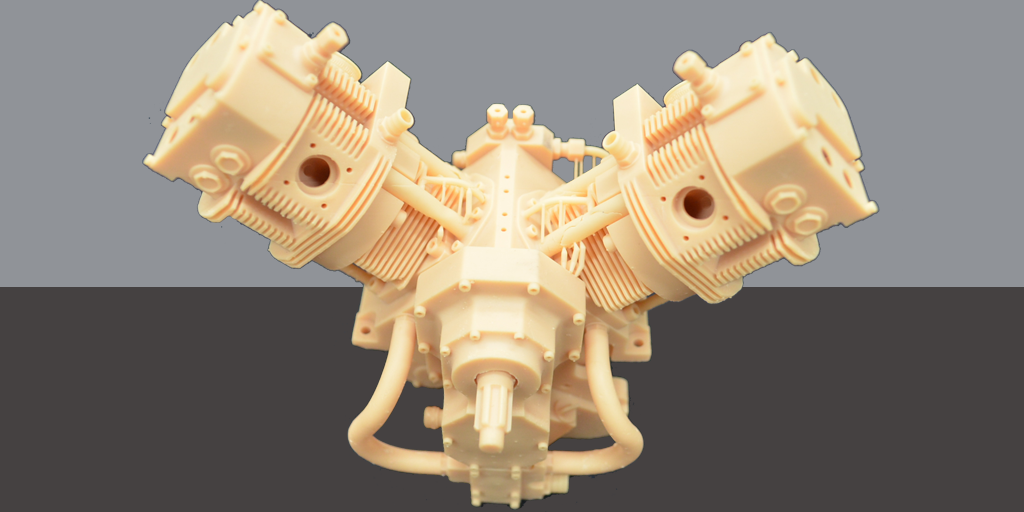


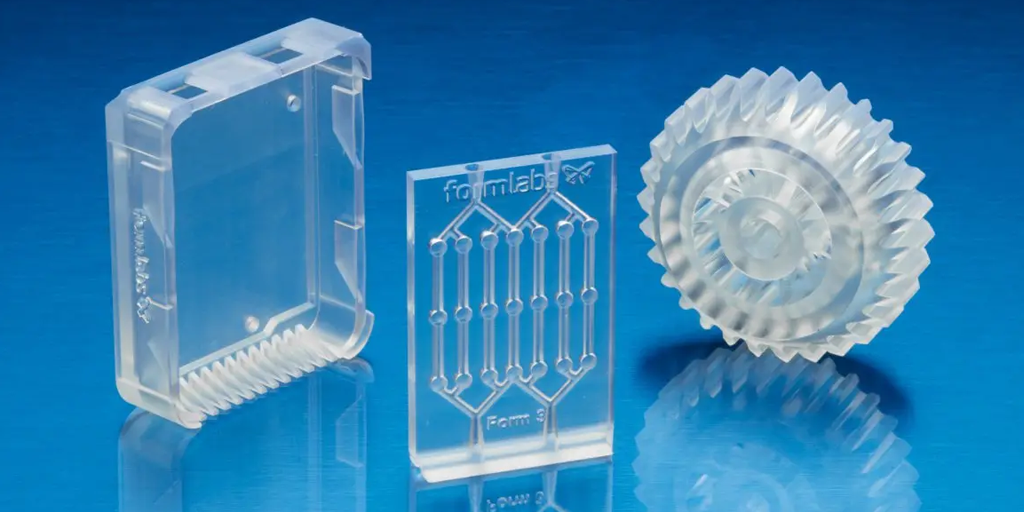
誰もが驚く Form3+/Form3L の表現力
低コストで導入できる3Dプリンタでありながら、最新の光造形システムの搭載により、精細・精密な3Dプリントを実現する Form3+/Form3L。数年前までハイエンドクラスでしか表現できなかったような品質と同等クラスのプリント品質を手頃な価格で実現し、高いコストパフォーマンスを発揮します。

十数種類から選べる豊富な機能性レジン
品質と特性のバランスに優れた汎用性の高いスタンダードレジンをはじめ、目的や用途に合わせて幅広せた様々な特性も持ったレジン材料を提供しています。
摩擦や摩耗をカバーしたい場合には弾性率が低い特性を持つレジン、丈夫な試作品を作りたいのであれば強度を持つレジン、素早く形状を確認したい場合は高速造形用レジン、さらに、軟質レジンや高耐熱レジン、ロストワックスレジンなど、1台のForm3+/Form3Lで多くのエンジニアリングレジンに対応できるため、様々な産業分野で活躍できる設備としての高い信頼性を誇ります。
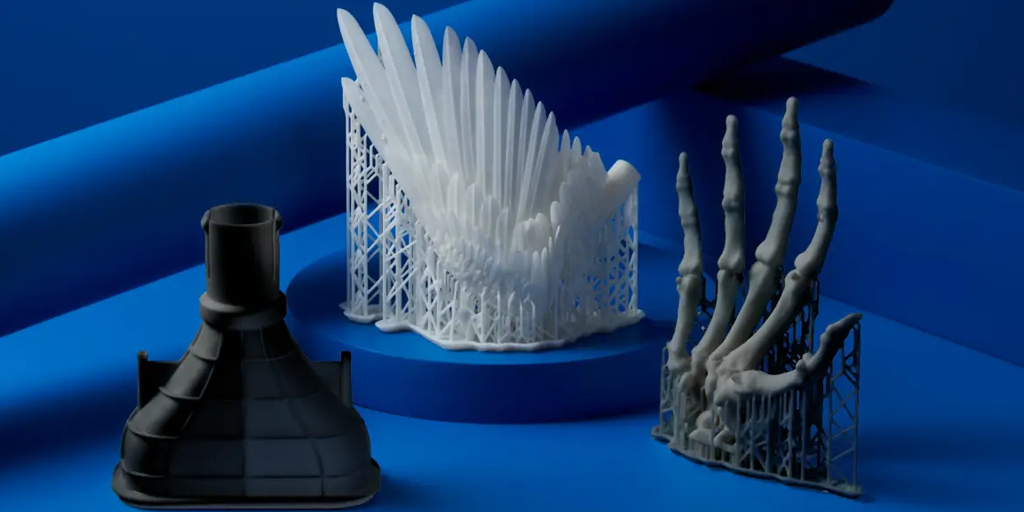
かんたんサポート除去! -ライトタッチサポート-
レーザ径の小径化を実現し、よりモデルとサポートの接点サイズを小さくすることが可能になりました。
これにより、除去時の負担が少なくなり、より軽い力でサポート部分を取り除くことが可能になった上、モデルに残るサポート痕も小さくなりました。
Form3+/ Form3Lで造形したモデルは、二次加工(研磨・塗装など)や組み立て検証などもスムーズに進められ、生産性の向上が見込めます。
また、プラットフォームと接するラフト部分を節約するミニラフトや、サポート密度を節減した設定が可能になり、使用を続ける中で気になるランニングコストの節約も実現します。


洗浄&2次硬化を自動化 かんたん仕上げオプション
○Form Wash / Form Wash L -専用洗浄機-
造形終了後の造形物を、より手軽に洗浄できます。
Form 3+/ Form3Lで造形が完了したプラットフォームを直接取り付けられる構造になっており、造形後すぐに洗浄が開始できます。洗浄が完了すると、自動で洗浄液から引き上げられ、そのまま乾燥できます。
○Form Cure / Form Cure L -UV硬化機-
洗浄終了後の二次硬化を、自動で完了させられます。
搭載された複数のUV-LEDとターンテーブルにより全方向から均一でムラのないUV照射が可能です。
Formlabsから発売されているレジンに関しては時間や温度の設定値が予めプログラムされており、非常に効率よく手軽に二次硬化処理が行えます。
オンライン運用 自動化オプション
○Form Auto -3Dプリンタ用自動化ハードウェア-
Form 3+で造形が終わるとBuild Platform 2から自動で取り外すことができます。
Form Autoを使用することで、人の手が必要であった準備や取り外し工程などを機械化し、設置場所や働く環境を気にせずに3Dプリンタを運用することができます。

ニーズに合わせて選べるパッケージ Form3+/Form3Lは、下記パッケージの中よりお選びいただけます。 ■Form 3L
造形から後処理まで必要なものが揃った「ベーシックパッケージ」、造形後の洗浄・硬化を効率化できる「コンプリートパッケージ」、それに加え卓上真空成形機がセットになったシステムクリエイトオリジナルの「アカデミックパッケージ」(教育機関向け/ Form3+ のみ) がございます。
■Form 3+
誰もが簡単にものづくりができる世界を実現したい…。
Form3の歴史は2011年、3人のMIT(マサチューセッツ工科大学)大学院生が工業品質のパーツを手頃な価格で製作できる、初のデスクトップ光造形3Dプリンタを開発したことから始まりました。
それから10年余り…。イノベーションへの継続的な取り組みにより、Formlabsは業務用SLA光造形 Form3シリーズ、およびSLS(粉末焼結積層造形)Fuse1シリーズ と、3Dプリンタ市場において、世界最大のメーカーとなりました。
『簡単・美しい』を支える『発想と技術』
独自の造形方式『LFS』とは?
LFS方式にも、一般的なSLA方式のように積層面全体の硬化後モデルをトレイ底面から引きはがす工程がありますが、その際の負荷を大きく軽減したことが、LFS(LowForceStereolithography)の由来となっています。Form3+/Form3Lではレジンタンク底面に軟質素材を使用しており、材料重量によってたわむ点が大きな特徴です。LPUの移動によりレーザ光が当たり硬化する部分のみトレイ底面と接点を持ち、硬化後再びタンクがたわむことで剥離します。
一連の動作の中で、液体レジンがタンク底面へ流れ込むため、ワイパでレジンを攪拌することもなくなり、積層ごとの造形時間の短縮も実現しました。
どの領域にも垂直照射!進化したレーザユニット
新たに搭載されたLPU(LightProcessingUnit)により、UV光学レーザは、プリント面に対して垂直に照射され、常に均一なレーザ径を保つことが可能になりました。 これにより、プラットフォーム上に広がるサイズが大きなモデルでも、Form3+/Form3Lは品質を落とさずプリントできるようになりました。
また、レーザ径は85μmまで小径化。モデルとサポート部の接点がより小さくなったことで、モデルの品質を低下させずに、ライトタッチサポートの実現が可能になりました。
さらに、LPUの動作は、ステッピング分解能25μmを誇ります。積層毎にLPUの位置を検出し、レーザは常に一定方向の動作時に出力されます。これにより、駆動部のバックラッシ誤差を防ぎ、長時間のプリントも一貫した精度で高品質なプリントを実現しています。
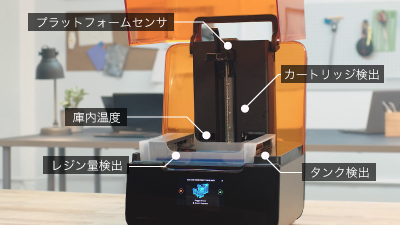
二十種以上のセンサを搭載!プリントエラーを事前に防止
本体各部には20類以上の各種センサを装備し、最新のセンシング技術で安定的なプリントを維持するための状況監視を行っています。
また、プリント前の材料残量チェックやプラットフォームの設置忘れを防ぐアラート、タンク内に残る硬化物の破片などの不純物の検出など、Form3+/Form3Lは高品質プリントをかんたんに実現するための機能が強化されています。

らくらく取り外し!更にかんたん確実な造形後の処理
特許取得済のクイックリリーステクノロジーを備えたForm3+ の専用オプション「ビルドプラットフォーム2」を利用すれば、特段のツールを使うことなく造形物を数秒で素早く簡単に取り外すことができます。
造形物を損傷するリスクを最小化し、ワークフローを合理化します。
※Form 3 / Form 3+ / Form Wash共通で使用可能です。
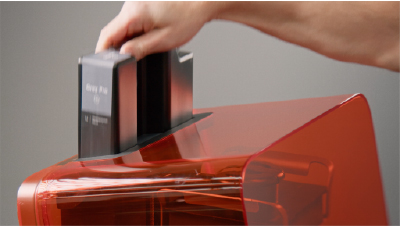
容易に交換・適時に運用!豊富な機能性材料
目的や用途に合わせて使い分けられるよう、十数種類ものレジン(材料)が用意されています。
一般的にレジンの粘度や物性によってレーザ照射時間やレジンの温度・最適な湿度などが異なるため、細かな設定が必要になってきます。
しかし、Form3+/Form3Lでは、レジンカートリッジとレジンタンクを装填するだけで、装着されたICチップからプリントに最適な設定を機械が自動で行います。
材料交換によるクリーニングも不要なので、豊富な材料を必要な時に必要な分だけ効率的に運用することができます。
→ Form3のレジン別プリント条件はこちら
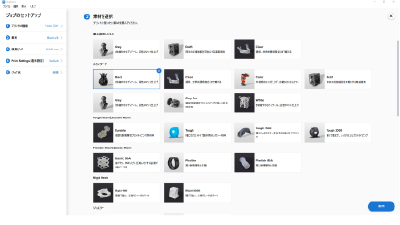
プリント設定はワンクリック 専用スライサ PreForm
STLファイルの読み込みが完了したら、画面左側のメニューから設定を進めていきます。各種メニューはシンプルに構成されており、難しい操作はありません。
また、ワンクリックプリント機能を用いることで、プリントに必要な設定を自動で完了させられるため、初心者の方も安心してプリントしていただけます。
サポートの不足箇所など、エラーの可能性を色分け表示する機能も付いており、事前にそれらを対処したプリントデータの作成が可能です。
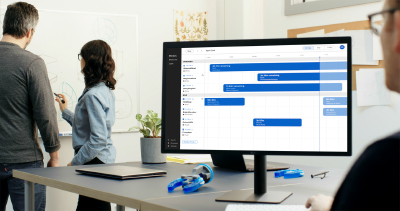
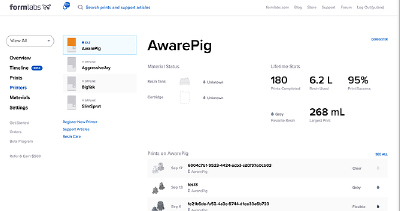
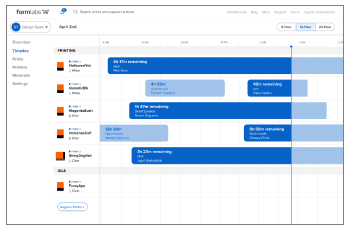
複数台運用も安心の稼働監視
お持ちのFormlabs製3Dプリンタをネットワーク接続するだけで、ダッシュボードと呼ばれる管理画面から、複数台のForm3+/Form3L、更にはFuse1の稼働状況の確認や、プリントスケジュールを計画・管理が可能です。
複数人で1台を共有している場合や、複数台の運用を管理したい場合など、どのような運用状況でも効率よく稼働させられるように検討できます。
また、プリントの開始や終了はもちろん、プリントエラーによる停止や中断、レジン残量の低下などあらゆる状況を携帯電話のSMSまたは任意のメールアドレスに通知させることも可能。エラー状況をいち早く把握し、対処までの停止時間を削減することが可能です。
新設計 大型造形に対応した Form 3L
品質はそのままに、5倍以上の造形ボリューム
Form 3+の使いやすさ・信頼性はそのままに、5倍の造形ボリュームを実現しました。
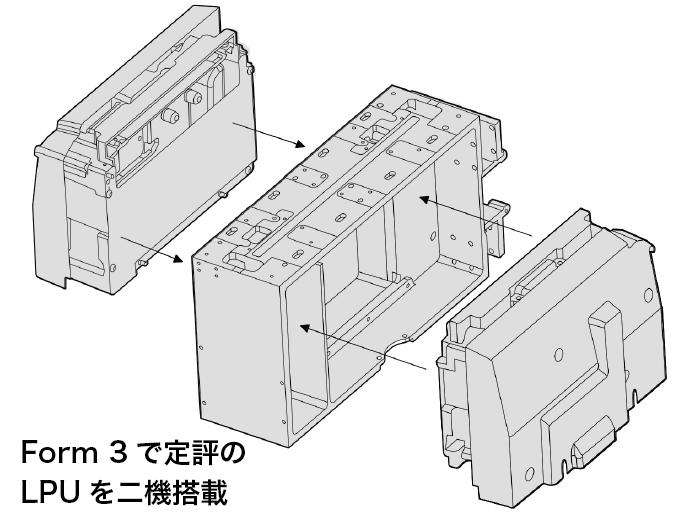
二基のLPUで大型モデルも高速プリント
光学系の心臓部には同型のLPU(Light Processing Unit)を2基搭載し、それぞれを同時に稼働させることで、大型ワークのプリント時に課題となる造形時間の短縮を実現しています。
高品質なプリント性能や安定性を維持していますので、大型プリントであっても安心してご活用頂けます。
効率的なカートリッジ使用で無駄なく安心運用
レジンカートリッジ2本装填に対応しています。これにより、大型ワーク造形時の懸念であった、長時間にわたるプリント中の材料切れによるプリント停止を防ぎます。

Form 3+ / Form 3L 仕様
| 機械仕様 | Form 3+ | Form 3L |
|---|---|---|
| 造形方式 | LFS | |
| 最大造形サイズ | 145×145×185 mm | 335×200×300 mm |
| XY解像度 | 25 μm | |
| 積層ピッチ | 25 ~ 300 μm | 25 ~ 200 μm |
| 本体サイズ | 405×375×530 mm | 775×520×735 mm |
| 本体重量 | 17.5 kg | 54.4 kg |
| レジンカートリッジ数 | 1 | 2 |
| 稼働温度 | 樹脂を35℃まで自動加熱(庫内全体) | |
| 消費電力 | 100 - 240 V, 50/60 Hz 2.5 A, 220 W | 100 - 240 V, 50/60 Hz 7.5 A, 650 W |
| レーザスポットサイズ | 85 μm | |
| レーザ出力 | 250 mW × 1 | 250 mW × 2 |
| レーザ仕様 | EN 60825-1:2007認証 Class 1レーザ製品 405 nm, 紫色レーザ, 250 mW | |
| データ転送 | Wi-Fi, イーサネット, USB | |
| プリンタ制御 | タッチスクリーン | |
| システム要件 | Windows 8(64ビット)以上 Mac OS X 10.12以上 Open GL 2.1 メモリ 4GB以上 | |
| 対応ファイル形式 | .stl / .obj / .form | |
Form 3+ (Form 3) 利用可能レジンと対応積層ピッチ
| レジン名称 | レジン名称(英表記) | 25 | 50 | 100 | 160 | 200 | 300 | 適応積層ピッチ |
| スタンダードレジン 白 | White Resin | - | ○ | ○ | - | - | - | ○ |
| スタンダードレジン 黒 | Black Resin | ○ | ○ | ○ | - | - | - | ○ |
| スタンダードレジン グレー | Grey Resin | ○ | ○ | ○ | ○ | - | - | ○ |
| スタンダードレジン クリア | Clear Resin | ○ | ○ | ○ | - | - | - | ○ |
| ドラフトレジン | Draft Resin | - | - | - | - | - | ○ | - |
| ドラフトレジン v2 | Draft Resin v2 | - | - | ○ | - | ○ | - | ○ |
| グレープロレジン | Grey Pro Resin | - | ○ | ○ | - | - | - | ○ |
| リジッド4000レジン | Rigid 4000 Resin | - | ○ | ○ | - | - | - | ○ |
| リジッド10Kレジン | Rigid 10K Resin | - | ○ | ○ | - | - | - | ○ |
| デュラブルレジン | Durable Resin | - | ○ | ○ | - | - | - | ○ |
| タフ1500レジン | Tough 1500 Resin | - | ○ | ○ | - | - | - | ○ |
| タフ2000レジン | Tough 2000 Resin | - | ○ | ○ | - | - | - | ○ |
| エラスティック50Aレジン | Elastic 50A Resin | - | - | ○ | - | - | - | - |
| フレキシブルレジン | Flexible Resin | - | ○ | ○ | - | - | - | ○ |
| フレキシブル80Aレジン | Flexible 80A Resin | - | ○ | ○ | - | - | - | ○ |
| ハイテンプレジンv2 | High Temp Resin v2 | ○ | ○ | ○ | - | - | - | ○ |
| キャスタブルワックスレジン | Castable Wax Resin | ○ | ○ | - | - | - | - | ○ |
| キャスタブルワックス40レジン | Castable Wax 40 Resin | ○ | ○ | - | - | - | - | - |
| モデルレジンv2 | Model Resin v2 | ○ | ○ | ○ | - | - | - | - |
| モデルレジンv3 | Model Resin v3 | - | ○ | ○ | - | - | - | - |
| ESDレジン | ESD Resin | - | ○ | ○ | - | - | - | - |
| 難燃性レジン | Flame Retardant Resin | - | ○ | ○ | - | - | - | - |
| シリコン40Aレジン | Silicone 40A Resin | - | - | ○ | - | - | - | - |
| アルミナ4Nレジン | Alumina4N Resin | - | ○ | - | - | - | - | - |
Form 3L 利用可能レジンと対応積層ピッチ
| レジン名称 | レジン名称(英表記) | 25 | 50 | 100 | 160 | 200 | 300 | 適応積層ピッチ |
| スタンダードレジン 白 | White Resin | - | ○ | ○ | - | - | - | - |
| スタンダードレジン 黒 | Black Resin | - | ○ | ○ | - | - | - | - |
| スタンダードレジン グレー | Gray Resin | ○ | ○ | ○ | - | - | - | - |
| スタンダードレジン クリア | Clear Resin | - | ○ | ○ | - | - | - | - |
| ドラフトレジン | Draft Resin | - | - | - | - | - | - | - |
| ドラフトレジン v2 | Draft Resin v2 | - | - | ○ | - | ○ | - | - |
| グレープロレジン | Grey Pro Resin | - | ○ | ○ | - | - | - | - |
| リジッド4000レジン | Rigid 4000 Resin | - | ○ | ○ | - | - | - | - |
| リジッド10Kレジン | Rigid 10K Resin | - | ○ | ○ | - | - | - | - |
| デュラブルレジン | Durable Resin | - | ○ | ○ | - | - | - | - |
| タフ1500レジン | Tough 1500 Resin | - | ○ | ○ | - | - | - | - |
| タフ2000レジン | Tough 2000 Resin | - | ○ | ○ | - | - | - | - |
| エラスティック50Aレジン | Elastic 50A Resin | - | - | ○ | - | - | - | - |
| フレキシブルレジン | Flexible Resin | - | - | - | - | - | - | - |
| フレキシブル80Aレジン | Flexible 80A Resin | - | - | ○ | - | - | - | - |
| ハイテンプレジンv2 | High Temp Resin v2 | - | ○ | ○ | - | - | - | - |
| キャスタブルワックスレジン | Castable Wax Resin | - | ○ | - | - | - | - | - |
| キャスタブルワックス40レジン | Castable Wax 40 Resin | - | - | - | - | - | - | - |
| モデルレジン v2 | Model Resin v2 | - | ○ | - | - | - | - | - |
| モデルレジン v3 | Model Resin V3 | - | ○ | ○ | - | - | - | - |
| ESDレジン | ESD Resin | - | - | ○ | - | - | - | - |
| 難燃性レジン | Flame Retardant Resin | - | - | ○ | - | - | - | - |
| シリコン40Aレジン | Silicone 40A Resin | - | - | - | - | - | - | - |
| アルミナ4Nレジン | Alumina4N Resin | - | - | - | - | - | - | - |
カタログ

TDS・SDSダウンロード

TDS:Standard Resin
スタンダードレジン
精細なディティールを表現する幅広い用途に活用できる汎用レジン。 クリア・ホワイト・グレー・ブラックの4色をラインナップ
資料ダウンロード(pdf)
TDS:Draft Resin v2
ドラフトレジンv2
100・200μm積層ピッチに対応した高速造形用レジン。 最大でスタンダードの4倍の高速造形が可能で、表面表現力も向上した樹脂
資料ダウンロード(pdf)





TDS:Tough 2000 Resin
タフ2000レジン
ABSに近い特性で耐久性・耐衝撃性に優れたレジン。 2GPa以上の引張弾性率をもち、強度が必要な製品カバーや治具に最適。
資料ダウンロード(pdf)
TDS:Elastic 50A Resin
エラスティック50Aレジン
シリコンライクレジン。 ショア硬さ50Aの優れた引張強度で、曲げ・伸び・圧縮などの動きのあるモデルに適した樹脂。
資料ダウンロード(pdf)
TDS:Flexible 80A Resin
フレキシブル80Aレジン
ゴムのような柔軟で曲げや圧縮に強いレジン。 ショア硬さ80Aは靴底やタイヤと同等で引張強度が低く高い伸び率が特徴。
資料ダウンロード(pdf)
TDS:High Temp Resin v2
ハイテンプレジンv2
荷重たわみ温度(0.45 MPa) 238℃を誇る高耐熱レジン。 耐熱固定具や高温の気体・液体が流れる環境試験などに適した高耐熱樹脂
資料ダウンロード(pdf)
TDS:Castable Wax 40 Resin
キャスタブルワックス40レジン
ロストワックス鋳造用。 洗浄後すぐに鋳造工程が可能で、ロウが40%含まれており残留率もほぼ0%に近く優れた鋳造が可能。
資料ダウンロード(pdf)


TDS:Flame Retardant Resin
難燃性レジン
精度と表面品質・耐熱性に優れた難燃性レジン。 UL94V-0認定取得済で、自己消火性を備え優良なFST(炎・煙・毒性)評価を持つ。
資料ダウンロード(pdf)
TDS:Silicone 40A Resin
Silicone 40Aレジン
弾力と耐久性に優れたシリコンレジン。 0.3mm程の繊細なディテールや、従来の製造方法では難しかった複雑形状も造形可能。
資料ダウンロード(pdf)
TDS:Alumina 4N Resin
Alumina 4Nレジン
純度99.99%を実現したセラミック材料。 焼成により、耐熱性、剛性、硬度、耐摩耗性、耐薬品性等の優れた材料特性を実現。
資料ダウンロード(pdf)
TDS:Clear Cast Resin
Clear Castレジン
インベストメント鋳造向けに設計されたレジン。 熱膨張が非常に低く、高精度で灰分の少ない原型を3Dプリントで内製が可能。
資料ダウンロード(pdf)
SDS:Formlabs Resin Washing Solution
Formlabs Resin 洗浄液
造形後のモデルを洗浄する不燃性の溶液。 IPA と同様に洗浄するが、飽和するまでに 2 倍の樹脂を溶解可能。
資料ダウンロード(pdf)
TDS:All Resins
全レジン(材料)まとめ
掲載しているすべてのレジン材料の物性特性表を一括でダウンロードできます。 複数のレジンをお持ちの方や比較検討にご利用下さい。
資料ダウンロード(pdf)資料:Formlabs 3Dプリンタ PreForm サポート作成のコツを掴んでプリント品質向上を目指す マルスゴ モデル形状に合わせて、 積層ピッチを変えられる! 適応可能積層ピッチは、モデルの形状に合わせて積層ピッチの分布を変化・最適化する機能です。 【こんな人におすすめ】 マルスゴ わずか0.3秒!造形物を テーブルから超簡単取り外し!! 「ビルドプラットフォーム2」は、造形後モデルの取り外しを簡単にできるForm3+のオプションです。 【こんな人におすすめ】 マルスゴ ものづくりのリモートワークを実現できる!! 「Form Auto」は光造形方式(LFS)デスクトップ型3DプリンタForm 3シリーズの機能拡張ハードウェアです。 マルスゴ その間1秒たらず!!大型モデルも超簡単に取外し!! Form 3L専用のオプションテーブル「ビルドプラットフォーム2L」はレバーを押すだけで、大型モデルでも簡単・安全であっという間にモデルを取り外すことができます。 フォームが表示されるまでしばらくお待ち下さい。 恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。Form3/Form3L サポート資料



テクニカルガイド
専用ソフト「PreForm」の プリント設定ノウハウをご紹介
プリントの品質を維持しながらプリント時間を短縮し、効率よくモデルを作成することが可能です。
・効率よくプリントしたい
・色んな形状のモデルに対応したい
・簡単な設定でモデルを作りたい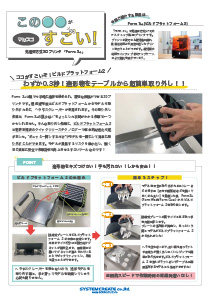
ヘラやスクレーパーを使わないので、より素早く簡単に、しかも安全できれいにモデルを取り外すことが可能です。
・簡単にモデルを取り外したい
・より安全な作業を進めたい
・作業効率を上げたい
遠隔で操作し、自動での連続プリントが可能になるため、ものづくりのリモートワークを実現できます。
【こんな人におすすめ】
・効率的にプリント作業を進めたい
・離れた場所からでも操作を行いたい
・夜間もタイムロスなく運用したい
【こんな人におすすめ】
・大型モデルを簡単に取り外したい
・より安全な作業を進めたい
・作業効率を上げたいお問い合わせ